

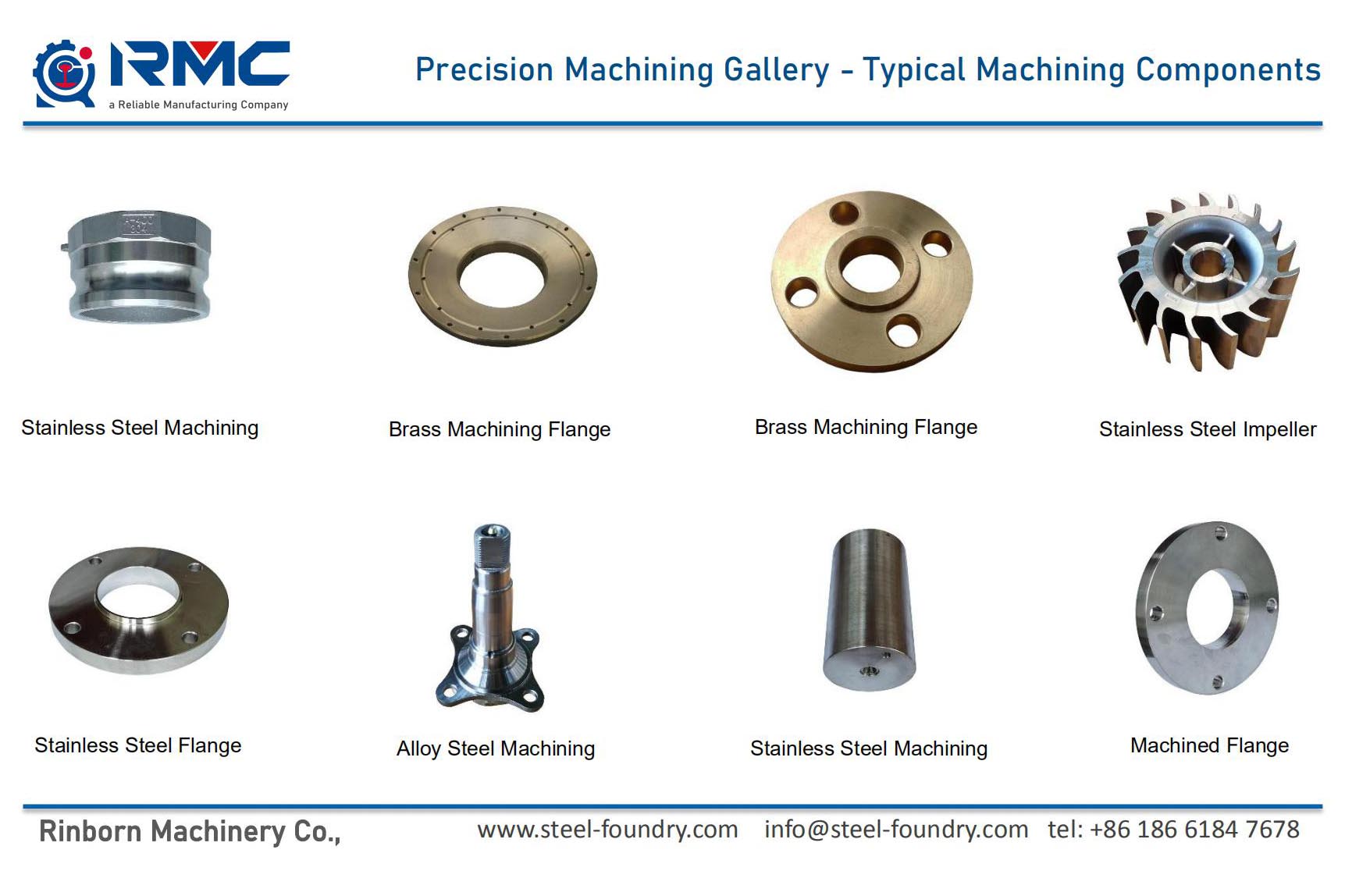
CNC ճշգրտությամբ մշակված փողային արտադրանքներ կորցրած մոմի ներդրումային ձուլման, ջերմային մշակման և մակերեսային մշակման միջոցով՝ ըստ ձեր ինժեներական գծագրերի և եզակի պահանջների:
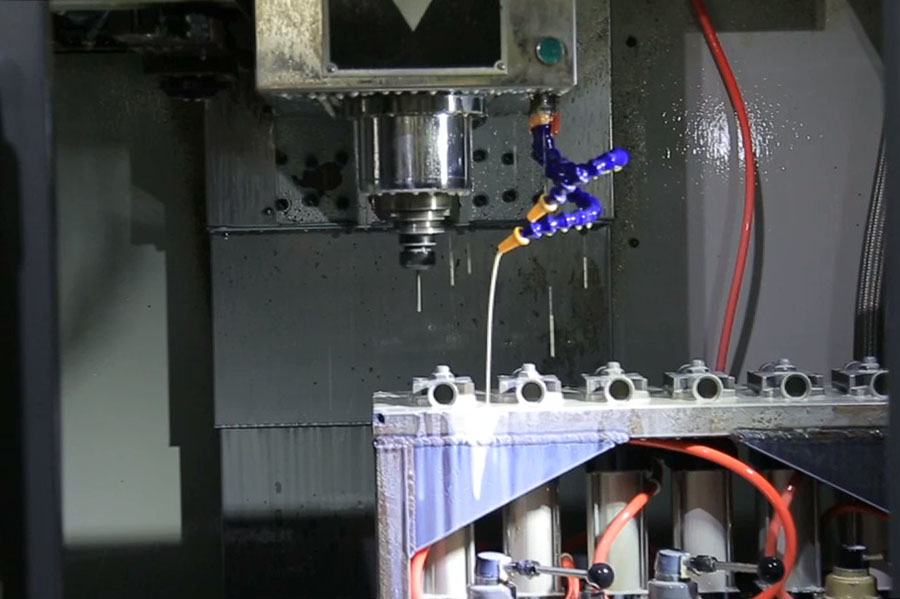
CNC հաստոցներվերաբերում է մշակման գործընթացին, որն իրականացվում է Համակարգչային թվային հսկողության միջոցով (կարճ՝ CNC): Այն օգնում է CNC-ն՝ հասնելու բարձր և կայուն ճշգրտության՝ ավելի քիչ աշխատուժի ծախսերով: Հաստոցավորումը տարբեր գործընթացներից ցանկացածն է, երբ հումքի կտորը կտրվում է ցանկալի վերջնական ձևի և չափի` վերահսկվող նյութի հեռացման գործընթացի միջոցով: Գործընթացները, որոնք ունեն այս ընդհանուր թեման՝ վերահսկվող նյութերի հեռացումը, այսօր ընդհանուր առմամբ հայտնի են որպես սուբտրակտիվ արտադրություն՝ ի տարբերություն վերահսկվող նյութերի ավելացման գործընթացների, որոնք հայտնի են որպես հավելումների արտադրություն:
Հստակ այն, ինչ ենթադրում է սահմանման «վերահսկվող» մասը, կարող է տարբեր լինել, բայց դա գրեթե միշտ ենթադրում է հաստոցների օգտագործում (բացի միայն էլեկտրական գործիքներից և ձեռքի գործիքներից): Սա մի գործընթաց է, որն օգտագործվում է շատերի արտադրության համարմետաղական մշակված արտադրանք, բայց այն կարող է օգտագործվել նաև այնպիսի նյութերի վրա, ինչպիսիք են փայտը, պլաստմասսա, կերամիկա և կոմպոզիտներ: CNC մշակումն ընդգրկում է բազմաթիվ տարբեր գործընթացներ, ինչպիսիք են ֆրեզը, շրջադարձը, շերտավորումը, հորատումը, հղկումը, մանրացումը և այլն:
Արույրը պատկանում էպղնձի վրա հիմնված համաձուլվածքև պղնձից և ցինկից կազմված համաձուլվածք է։ Պղնձից և ցինկից կազմված արույրը կոչվում է սովորական արույր։ Եթե դա մի շարք համաձուլվածքներ է, որոնք կազմված են ավելի քան երկու տարրերից, այն կոչվում է հատուկ արույր: Արույրը պղնձի համաձուլվածք է, որի հիմնական տարրը ցինկն է: Քանի որ ցինկի պարունակությունը մեծանում է, խառնուրդի ամրությունն ու պլաստիկությունը զգալիորեն մեծանում են, սակայն մեխանիկական հատկությունները զգալիորեն կնվազեն 47%-ը գերազանցելուց հետո, ուստի արույրի ցինկի պարունակությունը 47%-ից պակաս է։ Բացի ցինկից, ձուլածո արույրը հաճախ պարունակում է համաձուլման տարրեր, ինչպիսիք են սիլիցիումը, մանգանը, ալյումինը և կապարը:

| CNC ճշգրիտ հաստոցների հնարավորություններ | ||||
| Հարմարություններ | Քանակ | Չափի միջակայք | Տարեկան հզորություն | Ընդհանուր ճշգրտություն |
| Ուղղահայաց հաստոցների կենտրոն (VMC) | 48 հավաքածու | 1500 մմ × 1000 մմ × 800 մմ | 6000 տոննա կամ 300000 հատ | ±0,005 |
| Հորիզոնական հաստոցների կենտրոն (VMC) | 12 հավաքածու | 1200 մմ × 800 մմ × 600 մմ | 2000 տոննա կամ 100000 հատ | ±0,005 |
| CNC մեքենա | 60 հավաքածու | Առավելագույն շրջադարձային շրջագիծ: φ600 մմ | 5000 տոննա կամ 600000 հատ | |
| Ձուլման հանդուրժողականության գործադիր ստանդարտ` ISO 8062 2013, ISO 2768, ԳՕՍՏ 26645 (Ռուսաստան) կամ GBT 6414 (Չինաստան): | ||||
Հաստոցների կենտրոնը մշակվել է CNC ֆրեզերային մեքենայից: CNC ֆրեզերային մեքենայից ամենամեծ տարբերությունն այն է, որ մշակման կենտրոնը հնարավորություն ունի ավտոմատ կերպով փոխանակել մշակման գործիքները: Գործիքների ամսագրի վրա տարբեր նպատակներով գործիքներ տեղադրելով, spindle-ի վրա մեքենայական գործիքները կարող են փոխվել ավտոմատ գործիքափոխիչի միջոցով մեկ սեղմումով, որպեսզի իրագործվեն մշակման բազմաթիվ առանձնահատկություններ:
CNC հաստոցների կենտրոնը բարձր արդյունավետությամբ ավտոմատացված հաստոց է, որը բաղկացած է մեխանիկական սարքավորումներից և CNC համակարգից և հարմար է բարդ մասերի մշակման համար: CNC հաստոցների կենտրոնը ներկայումս աշխարհում ամենալայն կիրառվող CNC հաստոցներից մեկն է՝ հզոր համապարփակ մշակման ունակությամբ: Այն կարող է լրացնել ավելի շատ մշակման բովանդակություն այն բանից հետո, երբ աշխատանքային մասը միաժամանակ սեղմվում է: Մշակման ճշգրտությունը բարձր է: Միջին մշակման դժվարությամբ խմբաքանակային մշակման համար դրա արդյունավետությունը 5-10 անգամ գերազանցում է սովորական սարքավորումները, հատկապես այն կարող է ավարտին հասցնել Շատ մշակումներ, որոնք չեն կարող ավարտվել սովորական սարքավորումներով, ավելի հարմար են մի կտոր մշակման համար՝ ավելի բարդ ձևերով և բարձր ճշգրտության պահանջներով կամ մի քանի սորտերի փոքր և միջին խմբաքանակի արտադրության համար: Այն կենտրոնացնում է ֆրեզերային, ձանձրալի, փորելու, թելերը սեղմելու և կտրելու գործառույթները մեկ սարքի վրա, որպեսզի այն ունենա տարբեր տեխնոլոգիական միջոցներ։
| Պղնձի, արույրի և բրոնզի դասարանների համեմատություն | |||||||
| ԽՄԲԵՐ | AISI | W-soff | ԴԻՆ | BS | JIS | EN | ISO |
| Պղինձ | C10200 | 2.0040 | ԿՈՒ | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2.0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2.0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2.0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2.0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2.0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2.1356 | Cu Mn 3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | CupPb1P | ||
| ԲՐԱՍ | C21000 | 2.0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2.0230 | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | 2.0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2.0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2.0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2.0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2.0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2.0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2.0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2.0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2.0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2.0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2.0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2.0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2.0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2.0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2.0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2.0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2.0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2.0550 | CuZn40Al2 | - | - | - | - | |
| - | 2.0561 | CuZn40Al1 | - | - | - | - | |
| - | 2.0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2.0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2.0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| ԲՐՈՆԶ | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Մեքենաշինական կենտրոնները դասակարգվում են հորիզոնական և ուղղահայաց հաստոցային կենտրոնների՝ ըստ իրենց տարածական դիրքի spindle հաստոցների ժամանակ: Դասակարգվում է ըստ գործընթացի օգտագործման՝ ձանձրալի և ֆրեզերային հաստոցների կենտրոն, բարդ հաստոցների կենտրոն: Գործառույթների հատուկ դասակարգման համաձայն՝ առանձնանում են՝ մեկ աշխատասեղան, կրկնակի աշխատասեղան և բազմաբնակարանային հաստոցային կենտրոն։ Մեքենաների մշակման կենտրոններ միակողմանի, երկառանցքային, եռակողմ, չորս առանցքներով, հինգ առանցքներով և փոխարինելի գլխիկներով և այլն:
CNC հաստոցը CNC մեքենաների կողմից ճշգրիտ մշակման տեսակն է, ինչպիսիք են առաջադեմ մշակման կենտրոնները, որոնք ունեն վերին ծայրի 5 առանցքների մշակման կենտրոն, 4 առանցքի կրկնակի հարթակի մշակման կենտրոն կամ CNC շրջադարձային խառատահաստոցներ, որոնք կարող են մշակվել նաև CNC շրջադարձային կենտրոնի համար, որն ունի ավելի շատ փոխելու հնարավորություն: 15-ից ավելի կտրիչներ մեկ հերթափոխի ընթացքում. CNC ֆրեզերային մեքենա և CNC հորատման և հպման կենտրոններ: Պողպատի ձուլման ճշգրիտ մշակումը տարբերվում է պողպատե պրոֆիլի մշակումից: Ճշգրիտ ձուլումն արդեն հասել է ցանկալիի բավականին ճշգրիտ ձևի, այդպիսով այն խնայում է շատ հաստոցներ՝ համեմատած ուղղակիորեն պողպատե պրոֆիլից մշակման հետ: Նաև այս պատճառով, մենք սովորաբար պետք է հաշվի առնենք մշակման մակերեսը և պատշաճ մշակման նպաստը ձուլելուց առաջ: Մեր կանոնավոր գնումն է մշակել չմշակված ձուլման գծագրությունը, ինչպես նաև հաստոցային գծագրությունը, որպեսզի գծագրի վրա նշենք մշակման տարածքը և հաստոցների չափը:
RMC ներդրումային ձուլման ձուլարանը համալրված է 4 առանցքամշակման կենտրոններով, 15 CNC պտտվող խառատահաստոցներով և 3 կոմպլեկտ cnc ֆրեզերային մեքենաներով, ինչպես նաև օգնական ընդհանուր բազմակողմանի շրջադարձային, ֆրեզերային, կտկտոցով, հորատման և հղկման մեքենաներով, մենք ունենք գրեթե բոլորը մշակելու հնարավորություն: պողպատե ձուլվածքների տեսակները.
Նաև կոչվում է ճշգրիտ հաստոցներ, CNC մշակումը կարող է հասնել երկրաչափական հանդուրժողականության և ծավալային հանդուրժողականության շատ բարձր ճշգրտության: Մեր CNC մեքենաների և հորիզոնական մշակման կենտրոնների (HMC) և ուղղահայաց մշակման կենտրոնների (VMC) միջոցով մենք կարող ենք գրեթե բավարարել ձեր բոլոր պահանջվող հանդուրժողականության աստիճանները:
-ի կարողություններըՆերդրումային ձուլման ձուլարան:
• Առավելագույն չափը՝ 1000 մմ × 800 մմ × 500 մմ
• Քաշի միջակայքը՝ 0,5 կգ - 100 կգ
• Տարեկան հզորությունը՝ 2000 տոննա
• Շելլ շինարարության համար նյութեր.
• Հանդուրժողականություններ՝ ըստ պահանջի:
-ի առավելություններըՆերդրումների ձուլման բաղադրիչներ:
- Գերազանց և հարթ մակերեսի ավարտ
- Խիստ ծավալային հանդուրժողականություն:
- Դիզայնի ճկունությամբ բարդ և բարդ ձևեր
- Բարակ պատեր ձուլելու ունակություն, հետևաբար ավելի թեթև ձուլման բաղադրիչ
- Ձուլված մետաղների և համաձուլվածքների լայն տեսականի (սև և գունավոր)
- Կաղապարների ձևավորման մեջ նախագիծը չի պահանջվում:
- Կրճատել երկրորդական հաստոցների անհրաժեշտությունը:
- Նյութական ցածր թափոններ.
| ՆԵՐԴՐՈՒՄՆԵՐԻ ՔԱՍՏԻՆԳ ՀԱՆԴՈՒՐԴՈՒԹՅԱՆ | |||
| դյույմներով | Միլիմետրեր | ||
| Չափս | Հանդուրժողականություն | Չափս | Հանդուրժողականություն |
| Մինչև 0,500 | ±.004" | Մինչև 12.0 | ± 0,10 մմ |
| 0,500-ից 1000” | ±.006" | 12.0-ից 25.0 | ± 0,15 մմ |
| 1000-ից 1500» | ±.008" | 25.0-ից մինչև 37.0 | ± 0,20 մմ |
| 1500-ից 2000» | ±.010" | 37.0-ից մինչև 50.0 | ± 0,25 մմ |
| 2000-ից 2500” | ±.012" | 50.0-ից մինչև 62.0 | ± 0,30 մմ |
| 2500-ից 3500» | ±.014" | 62.0-ից մինչև 87.0 | ± 0,35 մմ |
| 3500-ից 5000» | ±.017" | 87.0-ից մինչև 125.0 | ± 0,40 մմ |
| 5000-ից 7500” | ±.020" | 125.0-ից մինչև 190.0 | ± 0,50 մմ |
| 7500-ից 10000» | ±.022" | 190.0-ից մինչև 250.0 | ± 0,57 մմ |
| 10.000-ից 12.500» | ±.025" | 250.0-ից մինչև 312.0 | ± 0,60 մմ |
| 12.500-ից 15.000 | ±.028" | 312.0-ից մինչև 375.0 | ± 0,70 մմ |








{kind=link}